 Español
Español
 English
English русский
русский عربى
عربى Deutsch
Deutsch
Inicio / Noticias / Noticias de la industria / ¿Puede el equipo de arena hueca mejorar la fundición?
¿Puede el equipo de arena hueca mejorar la fundición?
Noticias de la industria-Equipos de formación de arena hueca: conocimientos prácticos para la selección, operación y cuidado de fundiciones
Los talleres de fundición de metales se enfrentan a una presión constante para producir piezas que tengan formas internas exactas sin desperdiciar materiales ni ralentizar la línea. Las inserciones de arena son clave para formar esas áreas huecas o cavidades difíciles dentro de la pieza fundida final. Una forma común de fabricar estas inserciones se basa en una pieza de equipo especializado que muchos llaman máquina de núcleo de concha.
Este artículo analiza cómo funcionan estas unidades de conformado en el día a día de la fundición. Reúne detalles del mundo real sobre lo que hace el equipo, cómo elegir uno que se adapte a su taller, por qué se utiliza para trabajos de inserción de arena, formas de mantenerlo funcionando sin problemas todos los días, los pasos operativos reales y los lugares donde aparece en los trabajos de fundición. El objetivo es brindar a los equipos de casting información clara y utilizable que puedan utilizar de inmediato.
Estas unidades se encuentran justo en el medio de la fundición en arena tradicional. Los insertos entran en el molde para que el interior de la pieza metálica salga con los puntos huecos o canales correctos. Las inserciones sólidas lo llenan todo, pero las que se hacen aquí construyen sólo una pared exterior delgada, dejando el medio vacío. La arena recibe una capa de resina que se endurece cuando la golpea el calor. La arena de sílice mezclada con ese aglutinante toca el patrón o caja de metal caliente, la resina se ablanda y luego se endurece y los granos se pegan formando una capa sólida que se mantiene en forma mientras el metal fundido se vierte a su alrededor.
Talleres de todos los tamaños incorporan estas unidades para mantener estable la producción de plaquitas. El equipo aborda cuestiones cotidianas como mantener las inserciones precisas y utilizar la arena de forma inteligente. Esta guía recorre los seis puntos principales en los que los equipos suelen pensar cuando trabajan con el equipo o piensan en agregarlo. Verá cómo la unidad se integra en las rutinas habituales del taller y ayuda con las elecciones en el piso. Al final, los detalles deberían ayudar a cualquier fundición a sopesar sus opciones de equipo de manera práctica.
Las secciones siguientes analizan cada punto con una explicación sencilla y ejemplos tomados directamente de pisos de fundición típicos. Ya sea que tenga un pequeño taller o una línea de producción estable, las ideas aquí le brindan una base sólida para trabajar con el sistema. No se destaca ningún modelo en particular, sino sólo la forma en que el proceso se adapta a las operaciones reales.
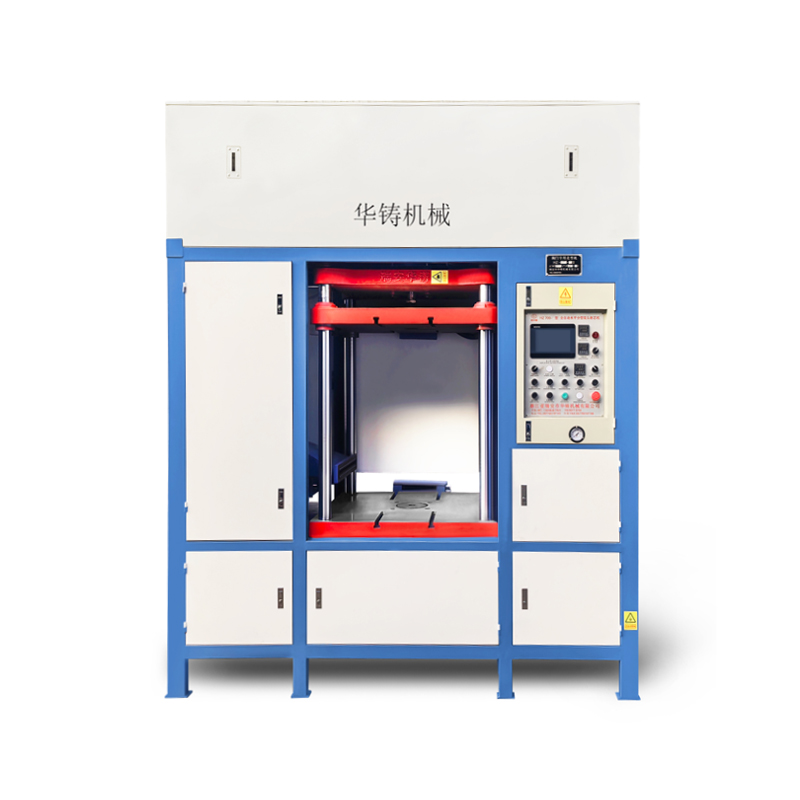
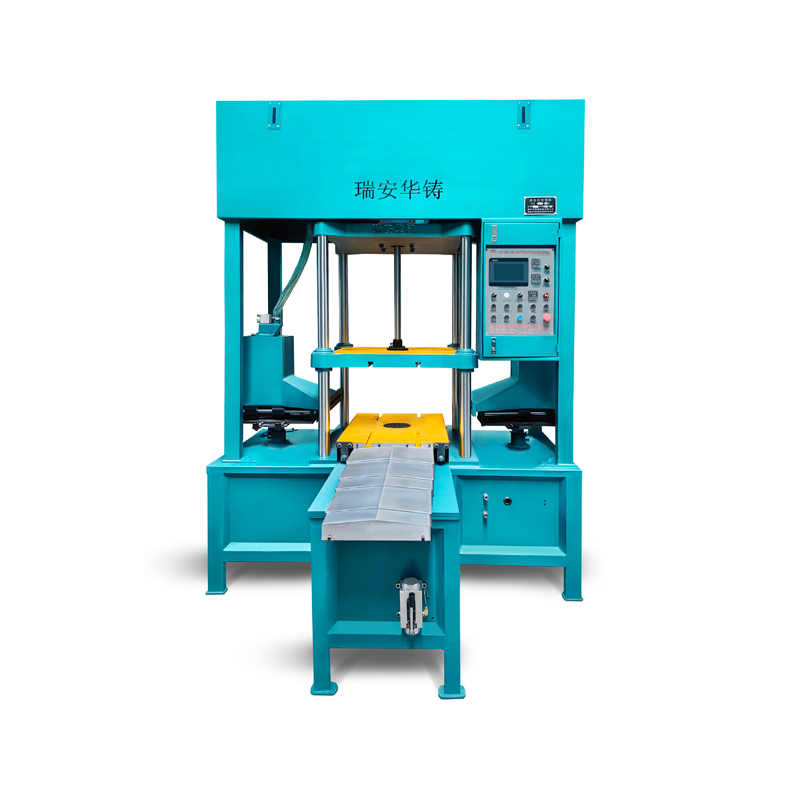
¿Qué es el equipo y cómo crea insertos huecos para fundición?
La unidad es un equipo de fundición construido para producir insertos de arena huecos utilizando calor y arena recubierta de resina. Contiene una caja de patrón de metal que da forma al inserto. La arena con resina mezclada entra en la caja calentada. El calor hace que la resina se ablande y luego fije los granos de arena contra las paredes de la caja.
La fabricación de los insertos huecos se realiza en un orden claro. La caja del patrón se calienta primero para que la resina pueda empezar a trabajar. La arena ya recubierta con aglutinante se introduce bajo presión. Los granos al lado de la pared caliente se adhieren rápidamente y forman una capa delgada. Después de un tiempo determinado, la unidad se inclina o gira, dejando caer la arena suelta en el medio y dejando el espacio vacío en el interior. La cáscara que queda sigue curándose hasta que es lo suficientemente fuerte como para sacarla.
Los insertos hechos de esta manera pesan menos que los sólidos porque solo la pared exterior usa arena y aglutinante. El centro abierto permite que los gases salgan más fácilmente cuando se vierte el metal, lo que puede reducir algunos defectos de fundición. Los talleres utilizan el aparato para inserciones que deben resistir la presión del metal caliente y aún así mantener su forma.
Las piezas típicas de la unidad incluyen una tolva de arena, la configuración de soplado, calentadores para la caja de patrones y las piezas que abren y cierran la caja. Los controles gestionan el tiempo y el calor para que cada ciclo permanezca igual. En el molde, estos insertos huecos se colocan dentro de la cavidad principal antes de que comience el vertido. Una vez que el metal se enfría, el inserto se rompe y se limpia, dejando los detalles internos terminados.
A los equipos les gusta la forma en que el proceso maneja las formas finas. Las paredes delgadas o los pasajes sinuosos se forman limpiamente porque la capa se adhiere firmemente al patrón. La superficie interior de la pieza fundida suele resultar más lisa, lo que puede facilitar los pasos de mecanizado posteriores. En general, la unidad se adapta bien a la necesidad de una fabricación constante de insertos en trabajos de fundición. Shell Core Machine admite estos resultados en entornos de fundición estándar.
Cómo seleccionar la unidad que coincida con la configuración de su fundición
Elegir la unidad adecuada significa observar de cerca cómo funciona realmente su taller: producción diaria, espacio y los insertos que necesita. Comience enumerando los tamaños, formas y detalles de los insertos que hace ahora. Algunas unidades manejan cajas de patrones más grandes; otros funcionan mejor para trabajos pequeños o detallados. Haga coincidir la capacidad con lo que produce hoy y lo que espera el próximo año para que el equipo se mantenga ocupado sin crear copias de seguridad.
El espacio suele decidir mucho. Los talleres estrechos buscan espacios más pequeños o unidades que se inserten en una línea existente. Piense en espacio para la alimentación de arena, la extracción de insertos terminados y un fácil acceso para el mantenimiento. La recolección de polvo y el flujo de aire alrededor de la unidad también son importantes porque el viento de arena crea algunas partículas en el aire.
Cuánta automatización desea es otra opción real. Los modelos manuales o semiautomáticos se adaptan a volúmenes más bajos o trabajos que cambian con frecuencia, lo que permite a los operadores modificar la configuración en el momento. Las versiones más automáticas mantienen tiradas largas en movimiento sin problemas cuando las plaquitas permanecen iguales. Los talleres sopesan el tiempo para compararlo con el funcionamiento de la unidad hora tras hora.
Las necesidades de energía y servicios públicos también entran en escena. La unidad calienta la caja de patrón, así que verifique que su suministro eléctrico o de gas coincida. La entrega de arena debe conectarse fácilmente a cualquier mezclador o almacenamiento que ya tenga. La planificación de costos va más allá del precio de compra para cubrir repuestos, llamadas de servicio y tiempo de capacitación para la tripulación.
Una simple lista de verificación ayuda. Anote sus números de insertos actuales, diarios o semanales, además de las tasas de desperdicio que vea. Solicite una demostración a los proveedores o visite su tienda para ver cómo funciona la unidad con cajas como la suya. Hable sobre el servicio: la rapidez con la que responden preguntas y envían piezas. Si el crecimiento está en el plan, elija equipo que pueda agregar estaciones más adelante.
Algunas tiendas realizan inserciones de prueba en algunas unidades diferentes para ver cómo encajan con el resto del molde y los pasos de vertido. Esta verificación práctica muestra si la unidad elegida se instalará sin alterar otros trabajos. Centrarse en estos detalles cotidianos ayuda a una fundición a conseguir equipos que funcionen limpios y mantengan los insertos funcionando de manera confiable. Shell Core Machine encaja bien cuando estos elementos se alinean con las necesidades operativas.
Por qué las fundiciones utilizan el aparato para la producción de insertos de arena
Los talleres de fundición incorporan el aparato al trabajo de inserción porque ayuda a mantener la consistencia y mantiene la línea en movimiento. El método proporciona insertos con un espesor de pared uniforme y superficies limpias, lo que conduce a mejores resultados en muchos metales. Cuando la calidad de la plaquita afecta al rendimiento final, este enfoque ayuda a que la producción se mantenga nivelada.
El uso de materiales es un punto claro. El estilo de capas huecas necesita menos arena y aglutinante que un inserto completamente sólido. Esto se suma en talleres que trabajan con turnos largos o con lotes grandes. El proceso también funciona bien para inserciones que necesitan canales vacíos en su interior, como los que se ven en carcasas o piezas de colectores.
El tiempo del ciclo también importa. Una vez que la caja del patrón está a temperatura, cada ronda se mueve a un ritmo constante que coincide con el ensamblaje del molde. El calentamiento y el soplado se repiten de la misma manera, por lo que los tamaños de los insertos se mantienen similares de un lote a otro y la configuración del molde necesita menos ajustes.
La calidad del aire y las condiciones del taller influyen en la decisión. La arena recubierta de resina se cura con calor y la mayoría de las tiendas tienen recolectores de polvo para mantener limpia el área. Una unidad bien ubicada con su paso de soplado cerrado ayuda a controlar los vapores de la resina. En los talleres que vigilan de cerca los números de proceso, este diseño facilita la gestión de esos detalles.
Los equipos que fabrican piezas con características internas complicadas a menudo eligen este método porque coincide con lo que necesitan. Piense en piezas de maquinaria, componentes de vehículos o piezas de construcción donde las cavidades precisas hacen que el producto funcione mejor. Los insertos caen en moldes de arena verde u otros tipos sin pasos adicionales en muchos casos.
Al final, el uso del aparato se reduce a equilibrar la forma del inserto, la velocidad de la línea y el manejo del material. Las fundiciones comparan estos puntos con sus propios objetivos de fundición y deciden cómo pertenece la unidad a su configuración. Shell Core Machine proporciona una opción práctica en estos escenarios.
Consejos para el cuidado diario de la unidad
Cuidar la unidad todos los días la mantiene funcionando sin sorpresas y ayuda a que las inserciones se mantengan según las especificaciones. Cada turno comienza con una mirada rápida a su alrededor. Los equipos buscan pilas de arena en la caja de patrones, las boquillas de soplado o las áreas de expulsión. Barrer la arena suelta evita que atasque las piezas móviles o afecte el calor.
Los puntos de lubricación reciben atención en un horario regular. Las bisagras, correderas y abrazaderas reciben la grasa o el aceite adecuados en los momentos que sugiere el fabricante. Esto reduce el desgaste y mantiene la caja abriéndose y cerrándose sin problemas.
Las líneas de arena también necesitan limpieza. Las tolvas y los tubos de soplado se limpian para que la arena fluya de manera uniforme. Muchos talleres utilizan chorros de aire o herramientas especiales y vigilan que no dañen los sellos o los sensores. Mantenerse al tanto de esto detiene las obstrucciones que podrían alargar los tiempos del ciclo.
Los calentadores son vigilados de cerca. Los sensores y controles se revisan para que el calor se distribuya uniformemente por la caja. Cualquier punto frío o caliente indica que algo necesita una mirada más cercana.
La presión del aire es otro elemento cotidiano. Se leen los medidores para confirmar que la presión de soplado se mantiene adecuada para el tamaño de la caja. Los filtros de las líneas se retiran y cambian cuando se acumula polvo o humedad.
Al final del turno, una limpieza rápida elimina los restos de arena o resina. Esto evita que la acumulación se convierta en puntos atascados o tensión adicional en las piezas. Cualquier sonido o vibración extraño se anota para la siguiente revisión de mantenimiento.
Los buenos hábitos incluyen capacitar a todos los que están en la lista y llevar un registro simple de lo que se hizo. Las notas muestran qué elementos necesitan atención con más frecuencia. Cuando el equipo sigue con estos pasos diarios, el tiempo de inactividad no planificado disminuye y la unidad sigue alimentando insertos en la línea sin problemas. Shell Core Machine se beneficia de una atención constante a estos detalles.
Cómo funciona el aparato paso a paso en la fundición
El funcionamiento de la unidad sigue un orden establecido que mantiene el trabajo seguro y los insertos siempre iguales. Comienza con la preparación de la arena. La arena recubierta de resina proviene de la mezcladora o del recipiente y se verifica que tenga buen flujo y poder de adherencia.
La caja de patrones entra a continuación y se calienta. El calor se distribuye uniformemente por ambas mitades. El tiempo que lleva depende del tamaño de la caja, pero suele ser rápido.
Una vez caliente comienza el soplo. La arena entra en la cavidad bajo una presión constante. Los granos golpean las cálidas paredes y la resina comienza a formar la primera capa.
Después de una breve espera, la unidad se voltea o se abre, por lo que cae arena suelta en el centro. Eso deja el espacio hueco mientras la capa curada permanece fija al patrón. La arena caída se guarda para su reutilización cuando sea posible.
Sigue el curado final. Más calor endurece el inserto hasta que se mantiene unido para su manipulación. El tiempo aquí es importante para que el caparazón alcance la fuerza adecuada sin ir demasiado lejos.
La caja se abre y el inserto terminado sale con ayuda de alfileres o aire. Una mirada rápida comprueba si hay puntos finos o grietas antes de que el inserto se dirija al almacenamiento o directamente al molde.
Los operadores vigilan la temperatura, la presión y los temporizadores durante todo el ciclo. Se realizan pequeños cambios si el tamaño de la plaquita o el tipo de arena cambian. Después de la expulsión, la caja se limpia ligeramente antes de que comience la siguiente ronda.
Esta secuencia constante permite a los talleres realizar inserciones de forma controlada. La capacitación enfatiza la seguridad: los protectores permanecen en su lugar y los equipos usan el equipo adecuado cuando están cerca de superficies calientes y piezas móviles. Después de un poco de práctica, los pasos se sienten naturales y mantienen un suministro confiable de insertos en movimiento hacia la estación de vertido. Shell Core Machine sigue este patrón confiable en el uso diario.
Dónde se aplica el equipo en procesos de fundición de metales
La unidad aparece en trabajos de fundición donde los detalles internos necesitan una forma limpia y precisa. Cuando las piezas requieren cavidades o vías de flujo, los insertos huecos fabricados aquí le dan al molde la forma exacta que necesita.
Las máquinas y equipos de fundición los utilizan con frecuencia. Los cuerpos de bombas o carcasas de válvulas tienen canales internos que guían el fluido. Las inserciones establecen esos espacios con precisión y el estilo en capas les permite separarse limpiamente una vez que el metal se enfría.
Las piezas de automóviles y camiones dependen de inserciones similares para piezas de motores y transmisiones. Los colectores de admisión, cabezales y otros conjuntos obtienen los pasajes complejos que necesitan mientras la pieza se mantiene fuerte.
Las tuberías, accesorios y piezas estructurales de plantas o edificios utilizan los insertos para reducir el peso sin perder resistencia. El proceso funciona con diferentes aleaciones (tipos de hierro o metales más ligeros) dependiendo de lo que vierta el taller.
Las fundiciones aeroespaciales o ferroviarias también recurren a estos insertos para obtener formas internas ajustadas. Las piezas de turbina o los componentes de la pista necesitan que los insertos mantengan las dimensiones incluso cuando el metal caliente los golpee.
En todos estos trabajos, los insertos encajan en diferentes estilos de moldes, desde arena verde hasta tipos de resina. El centro abierto ayuda a que los gases escapen durante el enfriamiento. La ubicación y el diseño se eligen para que coincidan con el dibujo de la pieza y funcionen con el sistema de compuerta.
A medida que las prácticas de fundición cambian con el tiempo, las unidades siguen el ritmo de las nuevas necesidades de insertos. Su trabajo sigue centrado en ofrecer plaquitas que cumplan con los requisitos de tamaño y superficie en muchas situaciones de fundición.
Unidades de conformado como estas brindan a las fundiciones una forma útil de fabricar insertos de arena huecos para la fundición de metales. La guía explicó lo que hacen, cómo elegir uno, por qué se acostumbran, el cuidado diario, los pasos operativos y dónde encajan en el proceso. Cada parte aporta una visión práctica de cómo funciona el equipo dentro de un taller de fundición.
Los equipos de casting pueden comparar sus rutinas de inserción actuales con estas ideas y detectar puntos para ajustar o mejorar. El volumen de producción, la distribución del piso y los hábitos de mantenimiento ayudan a decidir qué se adapta mejor a cada taller. Observar el equipo a la luz de los objetivos generales de lanzamiento conduce a opciones que coinciden con las operaciones reales.
Productos relacionados
-

El tirador de núcleo completamente automático con tracción de núcleo está diseñado para optimizar...
Ver detalles -
La máquina de tiro de núcleo ecológica totalmente automática es una solución ecológica muy avanza...
Ver detalles -
La máquina de disparo de núcleo completamente automática con una eliminación de moho más baja es ...
Ver detalles -

La máquina de disparo de núcleo extraíble de moho inferior está diseñada para ofrecer una alta fl...
Ver detalles -

La máquina de tiro de núcleo totalmente automática hidráulica es una herramienta esencial en las ...
Ver detalles -

La máquina de disparo de núcleo respetuosa con el medio ambiente con un moho más bajo extraíble e...
Ver detalles -

La máquina de disparo de núcleo ambientalmente amigable para el medio ambiente con la puerta del ...
Ver detalles -

La máquina de disparo de núcleo respetuosa con el medio ambiente hidráulico es una tecnología fro...
Ver detalles
![]()
Bienvenido a nuestra empresa para diseñar de acuerdo con su diseño y prueba de muestras.
Información de contacto
-
 Ciudad de Haixi, condado de Pingyang, ciudad de Wenzhou, provincia de Zhejiang, China
Ciudad de Haixi, condado de Pingyang, ciudad de Wenzhou, provincia de Zhejiang, China
-
 +86-13868387823
+86-13868387823
-
 +86-577-65197155
+86-577-65197155
-
 +86-577-65197166
+86-577-65197166
-
 13868387823@139.comhuazhultd@outlook.com
13868387823@139.comhuazhultd@outlook.com
Enlaces rápidos
Productos
Derechos de autor©Ruian Huazhu Machinery Co., Ltd. Todos los derechos reservados.

