 Español
Español
 English
English русский
русский عربى
عربى Deutsch
Deutsch
Inicio / Noticias / Noticias de la industria / ¿Puede una máquina de fundición automática mejorar su flujo de trabajo?
¿Puede una máquina de fundición automática mejorar su flujo de trabajo?
Noticias de la industria-¿Qué es una máquina de fundición automática y cómo funciona? Una guía práctica para fabricantes
En los talleres metalúrgicos donde las piezas deben tener formas estables y superficies fiables, la fundición sigue siendo el centro del proceso. Cuando produce componentes en volúmenes decentes, una máquina de fundición automática puede quitarle de encima gran parte del vertido y manipulación manual. Muchos gerentes de producción y equipos de planta comienzan a preguntarse las mismas cosas en el momento en que comienzan a hablar con un proveedor de máquinas de fundición automática: cómo se ve realmente el equipo, cómo funciona día a día y si realmente se ajusta a lo que ya tienen. Esta guía va directamente a esas preguntas utilizando situaciones reales de talleres en lugar de charlas de libros de texto. El objetivo es ayudarle a imaginar la máquina en su propio espacio y ver cómo podría deslizarse en su flujo de material sin voltear todo. Analizamos los aspectos principales: qué hace la máquina, cómo elegir al proveedor adecuado, por qué podría tener sentido en su línea, dónde configurarla, cuándo es el momento adecuado y algunos consejos sensatos para utilizarla en cada turno. Todo aquí proviene de prácticas comunes del taller, por lo que puede decidir si se alinea con sus requisitos actuales de volumen y piezas.
¿Qué es una máquina de fundición automática y cómo funciona?
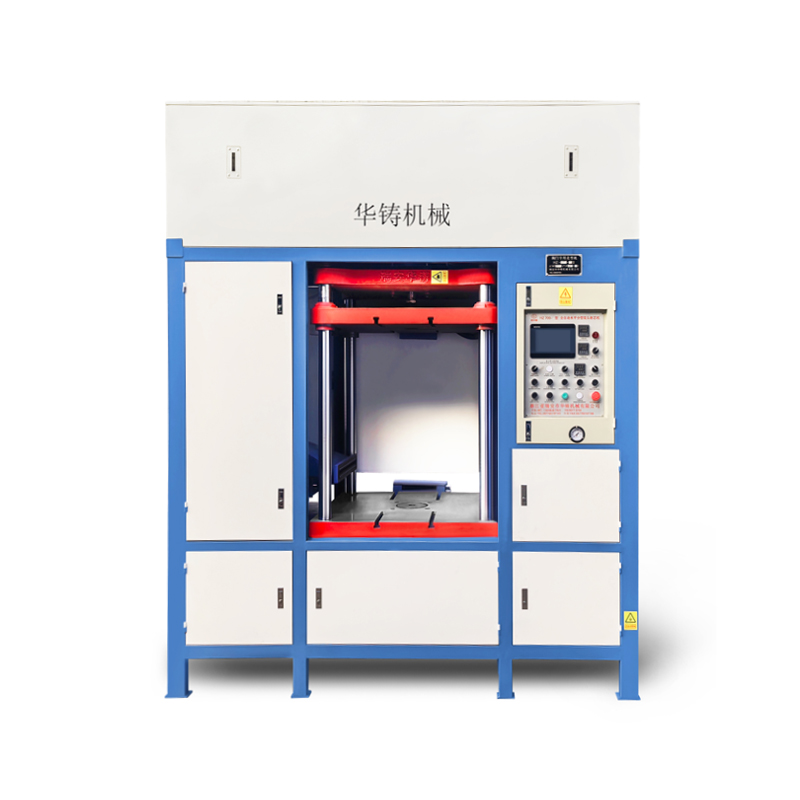
Una máquina de fundición automática es básicamente una configuración que vierte metal fundido en moldes en un ciclo controlado y repetitivo sin que haya nadie parado allí con un cucharón todo el tiempo. Por lo general, tiene un horno o crisol que mantiene el metal al calor adecuado, una forma de mover ese metal hacia el molde y un sistema que sujeta o posiciona el molde durante el vertido. Muchos de ellos utilizan un transportador o una mesa indexadora para mantener los moldes en movimiento hacia adelante, de modo que toda la línea siga rodando en lugar de detenerse después de cada pieza.
Así es como se desarrolla en la cancha. Primero, el metal se funde y se mantiene en la sección del horno a una temperatura adecuada para la aleación que se utiliza ese día. Cuando un molde llega a la estación de vertido, la máquina se inclina o utiliza una cuchara controlada para enviar el metal a través del sistema de compuerta hacia la cavidad del molde. Los sensores vigilan el nivel de llenado y detienen el vertido en el momento adecuado para que no se desborde ni se produzcan disparos cortos. Después del vertido, el molde avanza por la línea hasta una zona de enfriamiento donde los ventiladores o los rociadores de agua ayudan a que el metal fragüe a un ritmo uniforme. Una vez que esté sólido, el molde se abre o empuja la pieza hacia afuera, y el molde vacío regresa al inicio para la siguiente ronda. Los operadores observan el panel principal y realizan pequeños ajustes en la velocidad o el tiempo de vertido según el tamaño de la pieza y el metal que están utilizando.
En el uso diario, la máquina tiene protecciones integradas alrededor del área de vertido y se detiene automáticamente si las temperaturas o presiones se desvían. Muchas configuraciones también incluyen una estación de precalentamiento del molde para que el golpe repentino del metal caliente no rompa las cosas. Todo permanece prácticamente dentro de la zona de lanzamiento, lo que significa que termina menos metal en el piso y la limpieza es rápida. Después de algunos turnos, el ritmo comienza a sentirse normal: prepare los moldes, cárguelos en el transportador, deje que la máquina se encargue del vertido y se mueva, retire las piezas enfriadas y repita. El diseño cerrado mantiene el calor y las piezas en movimiento lejos del área del operador, por lo que es más fácil trabajar en el espacio alrededor de la máquina durante un turno completo. Al final, la máquina toma la aleación en bruto y la convierte en piezas formadas en un bucle constante, listas para los siguientes pasos de mecanizado o montaje.
Cómo elegir un proveedor de máquinas de fundición automática que se adapte a sus necesidades
La elección de un proveedor comienza con ser honesto acerca de lo que realmente ofrece su tienda semana tras semana. Mida su producción habitual por turno y enumere los tamaños y aleaciones que utiliza, porque la máquina debe coincidir con el tamaño del horno y el manejo del molde que ya tiene o planea agregar. Si se equivoca, terminará con ciclos más largos o llenados desiguales que ralentizarán toda la línea. El tipo de aleación también importa: algunos metales necesitan revestimientos de horno especiales o temperaturas de vertido exactas, por lo que el equipo debe manejarlos sin problemas adicionales.
Después de eso, piense en cuánta automatización necesita realmente para el vertido y el movimiento del molde. Las máquinas con velocidades de transportador ajustables y controles de sensores ayudan a mantener la consistencia de un lote a otro, pero también significan que usted debe revisar las piezas móviles con más frecuencia. Los equipos generalmente se sientan y escriben una lista breve que incluye los tiempos de ciclo esperados, ya que los ciclos más cortos pueden impulsar más piezas sin cambiar todo el diseño. Camine por el piso durante un turno regular y marque exactamente dónde la configuración actual causa retrasos, como un vertido manual lento o una manipulación incómoda del molde. Ese vistazo rápido suele mostrar si un sistema de indexación simple o un transportador continuo se adaptarían mejor a su ritmo.
El poder y el espacio también encajan en la imagen. La máquina debe ubicarse limpiamente en el área del piso disponible cerca de los servicios públicos, y las conexiones eléctricas y de refrigeración deben funcionar con lo que ya tiene en la mayoría de los casos. Observe lo fácil que es llegar a los paneles y secciones que necesitan limpieza entre cambios de aleación. Si su taller cambia de metal con frecuencia, los crisoles de cambio rápido pueden reducir mucho el tiempo de cambio. Anote las tareas diarias exactas que realizará la máquina y vea cómo la carga de moldes o la expulsión de piezas se alinea con sus carros y bastidores existentes.
Habla con los chicos que realmente lo ejecutarán; ellos te dirán si la pantalla de control parece sencilla o si ciertos bloqueos de seguridad simplificarían el trabajo diario. Mantenga toda la selección centrada en la vida real del taller en lugar de largas listas de especificaciones. Muchas instalaciones realizan una breve prueba con sus propios moldes para asegurarse de que la máquina funcione en condiciones normales antes de comprometerse con la producción completa.
¿Por qué considerar un proveedor de máquinas de fundición automática en su línea de producción?
Los talleres empiezan a mirar una máquina nueva cuando notan que las piezas salen con paredes irregulares o cuando la cartera de pedidos comienza a llenarse más rápido que antes. Una máquina de fundición automática de un proveedor puede ayudar a estabilizar los pasos de vertido y enfriamiento, lo que mantiene las dimensiones más consistentes de un ciclo al siguiente. Esa estabilidad significa que es necesario reelaborar o desechar menos piezas, por lo que el uso del material sigue siendo más fácil de planificar con el tiempo. En las líneas que envían piezas a mecanizado o acabado, incluso la solidificación marca la diferencia porque afecta el desarrollo de los pasos posteriores.
La máquina se desliza en la mayoría de las configuraciones sin romper el plano. Muchas versiones están dimensionadas para funcionar con estaciones de fusión y acabado estándar, por lo que agregarlas generalmente solo significa atornillarlas y conectar los servicios públicos. Esto deja al equipo libre para centrarse en los controles de calidad y el embalaje en lugar de modificar constantemente el área de fundición. Para lugares que funcionan con dos o tres turnos, el ciclo constante hace que sea más sencillo el traspaso entre equipos porque cada pieza se ve y mide aproximadamente igual.
La planificación del flujo de trabajo también se vuelve más fácil. Cuando la fundición se encuentra en medio de una secuencia de mecanizado o ensamblaje más grande, un sistema automático permite que otras estaciones sigan moviéndose mientras la máquina funciona. El proceso cerrado mantiene limpia el área inmediata, lo que encaja perfectamente con la limpieza habitual del taller. Los operadores suelen decir que su agenda diaria se siente más fluida porque el paso de casting ya no crea retrasos aleatorios debido a las correcciones manuales.
En los talleres que experimentan altibajos con el trabajo estacional o los pedidos especiales, la máquina ofrece una manera de ajustar el volumen cambiando la configuración del ciclo en lugar de reconstruir la línea. Ese tipo de flexibilidad ayuda a mantener la planificación sencilla sin grandes gastos adicionales en estaciones. La decisión se reduce a cómo el equipo encaja con lo que usted ya hace, ofreciendo una forma práctica de manejar problemas comunes relacionados con la consistencia de las piezas y el flujo de la estación.
Dónde colocar una máquina de fundición automática de su proveedor
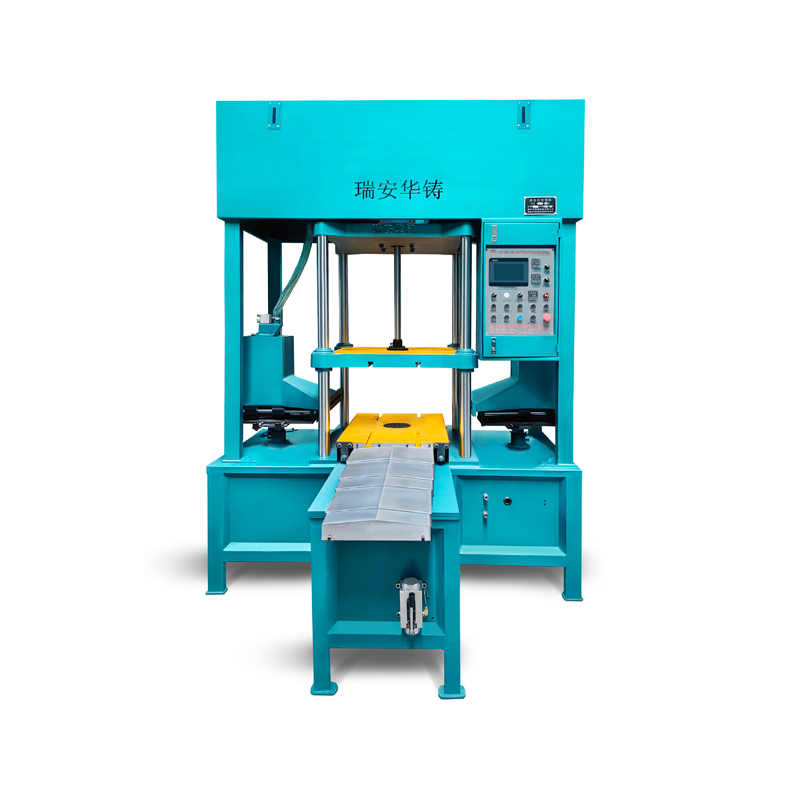
La decisión de dónde va la máquina generalmente comienza con el seguimiento de cómo se mueve el material por el taller. Muchas operaciones lo sitúan cerca del almacenamiento de aleaciones en bruto, de modo que los lingotes o la chatarra viajan solo una distancia corta antes de llegar al horno. Eso mantiene la ruta simple desde el almacenamiento hasta el casting y luego a los siguientes pasos. En los talleres más pequeños, la estación suele ubicarse justo al lado de las mesas de preparación de moldes, por lo que un área puede encargarse de la configuración mientras la máquina sigue funcionando.
Las instalaciones más grandes podrían darle su propio rincón en el piso principal con suficiente espacio para los cambios de moho y la gente caminando. Los espacios libres estándar alrededor del equipo generalmente se ajustan a la máquina sin cortar paredes ni concreto. Algunos equipos lo colocan cerca del área de enfriamiento o acabado para acortar el transporte de piezas nuevas y mantener la temperatura estable durante el paso a la preparación del mecanizado. Cuando funcionan varias líneas a la vez, la máquina puede funcionar como una estación compartida que se instala solo para trabajos de fundición.
Primero, dé un paseo rápido por su diseño actual. Busque un lugar que brinde fácil acceso pero que se mantenga alejado de otros trabajos. Deje espacio en todos los lados por seguridad y para mover carros o herramientas. Estar cerca de la electricidad y el agua de refrigeración hace que la conexión sea rápida, por lo que la mayoría de las configuraciones finalizan en un solo turno. Una vez que la máquina está allí, los equipos a menudo detectan pequeños ajustes (como cambiar un transportador o mover un banco de inspección) que suavizan toda el área.
El diseño de la máquina se adapta a la mayoría de los espacios de fabricación estándar, por lo que rara vez se necesitan grandes cambios en el edificio. Las tiendas que lo utilizan sólo una parte del tiempo pueden elegir un lugar que les permita desconectarse y guardarlo fácilmente durante los periodos de tranquilidad. En todos los casos, el objetivo es un diseño que mantenga el flujo del material desde el stock entrante a través de la máquina y directamente al siguiente proceso sin pasos adicionales.
Cuándo considerar trabajar con un proveedor de máquinas de fundición automática
El momento adecuado para hablar con un proveedor suele coincidir con señales claras del piso de producción. Muchas instalaciones verifican su configuración cuando los pedidos de piezas fundidas comienzan a aumentar o cuando los métodos más antiguos comienzan a desgastarse de manera que afectan la consistencia de las piezas. En ese punto, incorporar una máquina de fundición automática puede ayudar a mantener estable la producción sin tener que estirar los turnos ni recurrir a más manos. Otra señal aparece cuando la retroalimentación del mecanizado o ensamblaje apunta a cambios de dimensiones que los métodos actuales no pueden solucionar.
El trabajo estacional o por proyectos también influye en el tiempo. Los talleres que saben que se acercan sus períodos de mayor actividad pueden considerar opciones con unas semanas de anticipación para tener tiempo de instalar la máquina y permitir que los operadores se sientan cómodos. Esta preparación evita que la línea se desordene cuando aumenta la demanda. La revisión generalmente incluye una mirada rápida a los tiempos de ciclo recientes y registros de defectos para ver si el nuevo equipo eliminaría los puntos donde las cosas se ralentizan.
Los equipos también piensan en la máquina durante las actualizaciones planificadas del equipo o las ampliaciones de línea. Si los métodos más antiguos necesitan correcciones frecuentes que detengan la programación, pasar a un sistema automático puede reducir esas pausas no planificadas. La verificación implica reunir notas de producción y marcar dónde se acumulan retrasos o problemas de calidad alrededor del área de fundición actual. Esa información aclara la decisión sobre el momento oportuno y ayuda a que el cambio sea más fluido.
Para los talleres que prueban nuevos productos fundidos, la máquina entra en juego una vez que los prototipos muestran que se necesita un conformado repetible. Incorporarlo temprano permite al equipo establecer la configuración antes de que comiencen las ejecuciones completas. La llamada finalmente se reduce a adecuar el equipo a las necesidades reales que se presentan en el trabajo diario, para que llegue cuando pueda ayudar sin añadir nuevos dolores de cabeza.
Consejos de su proveedor para operar una máquina de fundición automática
Hacer funcionar la máquina día a día sigue un patrón que resulta familiar bastante rápido. Los operadores comienzan asegurándose de que el equipo esté limpio y alineado en línea recta. La aleación entra al horno siguiendo la receta habitual y la máquina se calienta al rango correcto. Cuando todo se estabiliza, el ciclo comienza: los moldes se cargan en el transportador, el vertido se realiza automáticamente y el enfriamiento se mantiene durante el tiempo establecido. Mirar el panel le permite realizar pequeños cambios en la velocidad o el tiempo si la aleación actúa de manera diferente debido a la temperatura o la humedad del taller.
Después de que la pieza es expulsada, pasa a un estante o transportador para el siguiente paso. Una mirada rápida confirma que las superficies están uniformes y limpias antes de comenzar el siguiente disparo. Entre ciclos, una limpieza ligera elimina cualquier resto de metal del área de vertido y evita que se forme acumulación. La seguridad sigue siendo básica: equipo de protección para piezas calientes y espacio libre alrededor de la máquina mientras está en funcionamiento.
Muchas tiendas cuelgan una breve lista de verificación junto a la estación que enumera cargar, iniciar, observar, expulsar y limpiar. Lo sigue gente nueva y produce piezas estables desde sus primeros turnos. Con el tiempo, los operadores adquieren pequeños hábitos como revisar los sistemas de compuertas en busca de obstrucciones o notar cómo fluye la aleación durante el llenado. Esas notas ayudan con pequeños ajustes que mantienen los ciclos uniformes.
El mantenimiento también se mantiene en un cronograma regular. Al final del turno, se inspecciona el revestimiento del horno y se comprueba el desgaste de los puntos de contacto. Las líneas de enfriamiento se lavan si aparecen incrustaciones y las piezas móviles reciben una capa ligera del lubricante recomendado. Un simple cuaderno de seguimiento del ciclo cuenta y cualquier observación proporciona un registro útil para planificar un servicio más profundo. Cuando la máquina está inactiva, se esconde debajo de las mantas para mantenerse limpia y seca.
Los pequeños problemas, como una ligera porosidad o rellenos incompletos, suelen estar relacionados con cambios de temperatura o humedad de la aleación. Los controles estándar se encargan de la mayoría de ellos y mantienen la estación confiable. Todo el enfoque trata a la máquina como una parada regular en la línea, donde la atención diaria constante mantiene las cosas en movimiento sin paradas sorpresa.
Los puntos que se tratan aquí recorren el aspecto práctico de trabajar con una máquina de fundición automática, desde lo que hace hasta cómo se elige un proveedor, por qué podría encajar, a dónde pertenece, cuándo agregarlo y cómo utilizarlo todos los días. Cada sección aborda las preguntas que surgen en los talleres de fabricación reales y brinda detalles basados en el trabajo diario. Los equipos de las instalaciones pueden utilizar esto para comparar el equipo con su espacio, volumen y objetivos actuales. A medida que la producción cambia con el tiempo, estas notas pueden ayudar a realizar pequeños ajustes que mantengan la línea estable a través de diferentes tamaños de lotes y cronogramas. Los fabricantes que quieran hablar sobre cómo podría funcionar este tipo de máquina en su propia configuración pueden comunicarse para conversar más sobre cómo instalarla en sus instalaciones.
Productos relacionados
-

El tirador de núcleo completamente automático con tracción de núcleo está diseñado para optimizar...
Ver detalles -
La máquina de tiro de núcleo ecológica totalmente automática es una solución ecológica muy avanza...
Ver detalles -
La máquina de disparo de núcleo completamente automática con una eliminación de moho más baja es ...
Ver detalles -

La máquina de disparo de núcleo extraíble de moho inferior está diseñada para ofrecer una alta fl...
Ver detalles -

La máquina de tiro de núcleo totalmente automática hidráulica es una herramienta esencial en las ...
Ver detalles -

La máquina de disparo de núcleo respetuosa con el medio ambiente con un moho más bajo extraíble e...
Ver detalles -

La máquina de disparo de núcleo ambientalmente amigable para el medio ambiente con la puerta del ...
Ver detalles -

La máquina de disparo de núcleo respetuosa con el medio ambiente hidráulico es una tecnología fro...
Ver detalles
![]()
Bienvenido a nuestra empresa para diseñar de acuerdo con su diseño y prueba de muestras.
Información de contacto
-
 Ciudad de Haixi, condado de Pingyang, ciudad de Wenzhou, provincia de Zhejiang, China
Ciudad de Haixi, condado de Pingyang, ciudad de Wenzhou, provincia de Zhejiang, China
-
 +86-13868387823
+86-13868387823
-
 +86-577-65197155
+86-577-65197155
-
 +86-577-65197166
+86-577-65197166
-
 13868387823@139.comhuazhultd@outlook.com
13868387823@139.comhuazhultd@outlook.com
Enlaces rápidos
Productos
Derechos de autor©Ruian Huazhu Machinery Co., Ltd. Todos los derechos reservados.

